
在现代工业制造中,打磨与抛光工艺虽常被视为“后道工序”,却在产品品质控制中起着决定性作用。无论是金属零部件的表面修整,还是石材、木材及复合材料的精细处理,打磨工艺都直接影响成品的外观质量、装配精度与使用寿命。
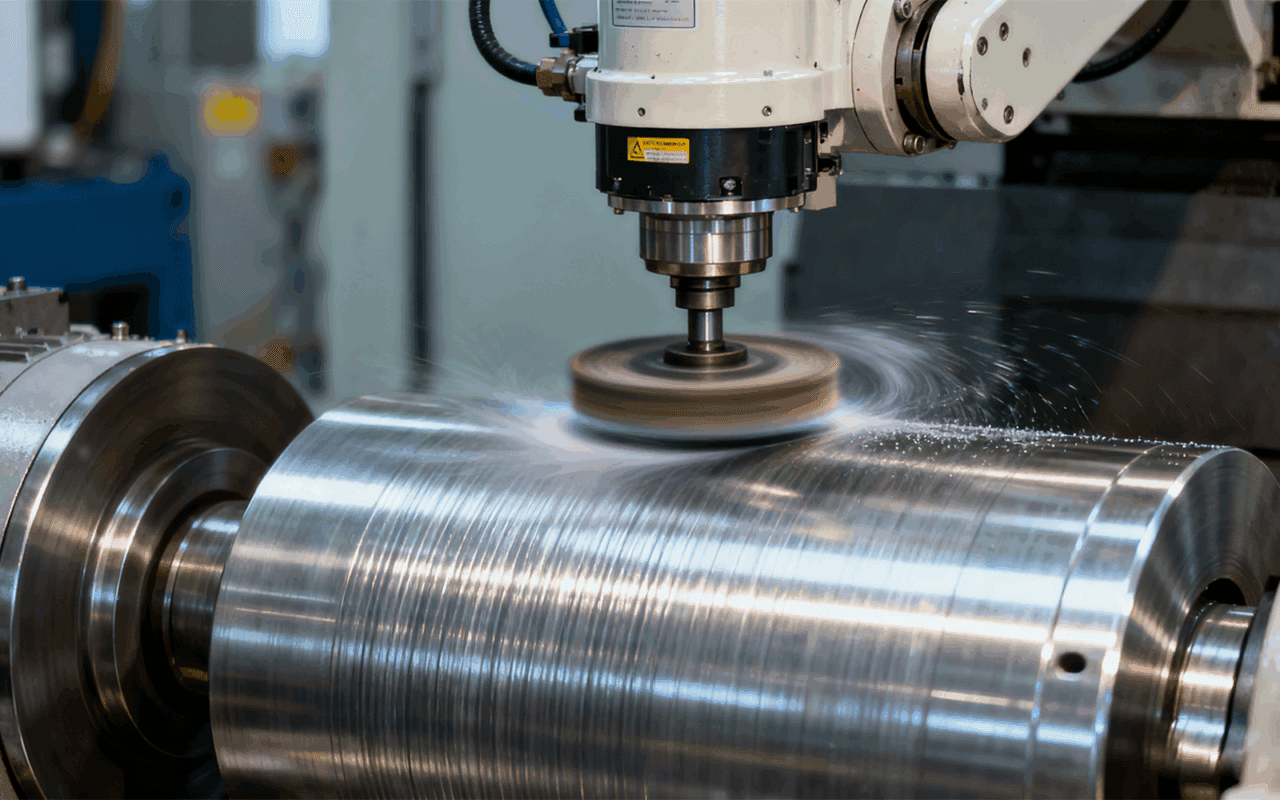
在 CNC 自动化加工体系中,高速主轴电机作为打磨与抛光设备的核心动力部件,其运行稳定性、连续作业能力以及防护性能,直接决定了打磨效果的一致性与设备的可靠性。
一、打磨工艺在工业制造中的应用场景
随着加工精度与外观要求不断提升,打磨工艺已广泛应用于多个工业领域,并逐渐向自动化、精细化方向发展。
表面修整
在零部件加工完成后,通过打磨去除刀痕、微小不平整区域,使表面更加均匀,为后续装配或涂层处理提供基础。
去毛刺处理
钻孔、铣削、切割后产生的毛刺若不及时处理,容易影响装配精度甚至带来安全隐患,自动化打磨成为提升效率的重要手段。
抛光处理
在高端制造与装饰性零件中,抛光工艺不仅提升外观质感,也有助于改善材料表面性能。
二、打磨工艺对主轴电机的技术要求
与切削类加工不同,打磨工艺强调“持续、平稳、可控”,这对主轴电机提出了更加偏向耐久性与稳定性的要求。
稳定转速输出能力
打磨过程中,转速波动会直接反映为表面不均匀或抛光纹路异常,因此主轴必须在长时间运行中保持转速稳定。
长时间连续运行能力
打磨与抛光往往属于连续作业工况,对主轴的轴承寿命、散热结构与整体可靠性要求极高。
良好的散热与防护性能
粉尘、水雾、抛光碎屑是打磨环境中的常态,主轴需具备良好的密封与防护设计,避免性能衰减。
三、打磨加工中的常见问题分析
在实际生产中,若主轴选型或配置不当,打磨工艺中容易出现以下问题:
表面不均匀
主轴运行不平稳或振动过大,会在工件表面形成波纹或局部抛光不足,影响整体质量。
过热烧伤问题
转速控制不当或散热能力不足,容易导致局部温度过高,尤其在金属与石材打磨中更为明显。
主轴稳定性下降
长期粉尘侵入或轴承负载不均,可能引发主轴精度下降,增加设备维护频率。
四、高速主轴电机在打磨工艺中的核心优势
针对打磨工艺的特殊工况,高速主轴电机在结构与性能设计上展现出明显优势。
平稳输出减少表面波纹
通过精密动平衡与高刚性结构设计,高速主轴可在打磨过程中保持稳定输出,显著改善表面一致性。
高效冷却系统保障连续作业
水冷或优化风冷结构可有效控制主轴温升,确保长时间连续运行不降性能。
抗粉尘设计提升整体可靠性
高防护等级密封设计,可有效防止粉尘、水汽侵入轴承系统,延长主轴使用寿命。
五、打磨工艺适配的材料与应用场景
不同材料在打磨过程中的受力与热特性差异明显,对主轴配置的侧重点也有所不同。
金属件打磨
金属材料硬度高、摩擦热大,对主轴的扭矩稳定性与冷却能力要求更高,尤其适合水冷高速主轴方案。
石材表面抛光
石材粉尘大、加工负载重,主轴需具备高功率输出与优良密封性能,确保在恶劣环境下稳定运行。
木材与复合材料修整
木材与复合材料相对较软,但对表面光洁度要求高,更强调主轴转速稳定性与低振动运行。
六、打磨工艺推荐主轴配置方案
结合实际应用经验,打磨工艺在主轴选型时可重点关注以下配置方向:
转速区间与功率建议
打磨与抛光工艺通常不追求极高转速,而更注重转速稳定性,合理匹配功率可避免能耗浪费与过载风险。
水冷主轴的连续作业优势
在长时间、高负载打磨场景中,水冷高速主轴可有效控制温升,显著提升连续作业能力与加工一致性。
密封与防尘结构设计说明
针对粉尘、水雾环境,可定制高防护等级结构,保障主轴内部关键部件长期稳定运行。
七、定制化主轴在打磨工艺中的应用价值
随着打磨工艺应用场景的不断细分,标准化主轴已难以满足所有需求,定制化解决方案的重要性日益凸显。
不同打磨强度的工况差异
粗磨、精磨与抛光对主轴负载与转速要求差异明显,通过定制参数可实现更优匹配。
定制方案降低设备故障率
通过针对性优化冷却方式、防护等级与轴承配置,定制化主轴可有效降低故障发生率,减少停机维护成本。
在 CNC 自动化加工体系中,打磨与抛光工艺已从简单的辅助工序,转变为影响产品品质的重要环节。高速主轴电机凭借其稳定输出、优异散热与高可靠性设计,正在成为打磨工艺中的核心配置。
通过科学选型与针对性定制,高速主轴不仅能够显著提升打磨效率与表面质量,还能有效延长设备使用寿命,为企业实现稳定、高质量生产提供坚实保障。